谘詢熱線
谘詢熱線
137-6521-2525
180-8960-2525

聯係電話:137-6521-2525
180-8960-2525
聯係地址:貴州省遵義市紅花崗區湘江大道鋼材市場內


中厚板(通常指厚度在6mm至60mm之間的鋼板)的切割需根據材料特性、精度要求及生產規模選擇合適方法。以下是具體切割方法及其特點、操作要點和適用場景:
一、火焰切割(氧氣切割)
原理:利用氧氣與乙炔(或丙烷)燃燒產生的高溫(約3000℃)使鋼板局部熔化,同時高壓氧氣流將熔融金屬吹除,形成切口。
特點:
成本低:設備簡單,運行費用低,適合大規模生產。
切割厚度大:可切割200mm以上厚板,但中厚板效率更高。
熱影響區大:切口邊緣易氧化、變形,需後續打磨處理。
精度較低:切割麵垂直度偏差約±1°~±3°,表麵粗糙度Ra≥50μm。
操作要點:
預熱鋼板至燃點(約900℃),形成熔融層。
開啟切割氧,調整火焰功率與切割速度匹配。
保持割嘴與鋼板垂直,避免傾斜導致切口偏斜。
適用場景:
戶外大型結構件(如橋梁、船舶)的粗加工。
對精度要求不高、成本敏感的批量切割。
二、等離子切割
原理:通過高溫等離子弧(溫度可達16000℃~30000℃)熔化金屬,高速氣流吹除熔渣。
特點:
切割速度快:是中厚板火焰切割的2~3倍。
熱影響區小:切口寬度窄(約3~8mm),變形小。
精度較高:垂直度偏差±0.5°~±1°,表麵粗糙度Ra≤25μm。
成本較高:設備及氣體消耗費用高於火焰切割。
操作要點:
根據鋼板厚度選擇等離子電源功率(如60A~400A)。
調整割嘴高度(通常距鋼板1~3mm)和切割速度。
使用氮氣或空氣作為保護氣體,減少氧化。
適用場景:
中厚板精 密加工(如機械零件、模具)。
不鏽鋼、鋁合金等非鐵金屬切割。
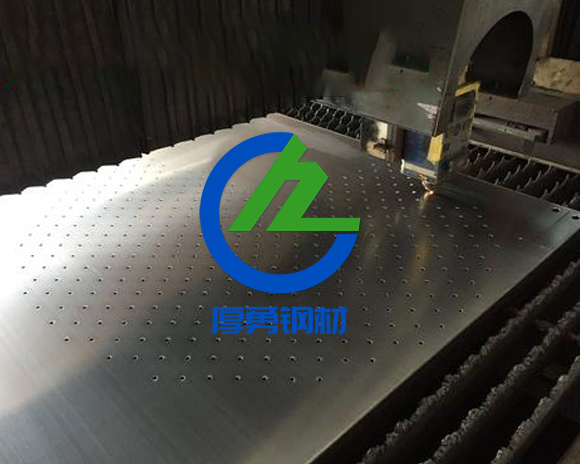
三、91香蕉入口
原理:高功率激光束聚焦於鋼板表麵,局部熔化並汽化金屬,輔助氣體(如氧氣、氮氣)吹除熔渣。
特點:
精度高:垂直度偏差±0.05°~±0.1°,表麵粗糙度Ra≤6.3μm。
切割速度快:薄板切割速度可達火焰切割的10倍以上。
熱影響區小:切口寬度僅0.1~0.5mm,幾乎無變形。
成本高:設備投資大,運行維護費用高。
操作要點:
根據鋼板厚度調整激光功率(如1kW~10kW)和焦點位置。
優化輔助氣體壓力(氧氣用於碳鋼,氮氣用於不鏽鋼)。
采用高速切割工藝(如飛行光路)提升效率。
適用場景:
高精度中厚板加工(如航空航天、電子元器件)。
複雜形狀切割(如異形孔、曲線輪廓)。
四、水射流切割(水刀切割)
原理:高壓水(壓力可達400MPa)混合磨料(如石榴石)噴射至鋼板表麵,通過機械衝蝕作用切割。
特點:
無熱影響:切口邊緣無氧化、變形,適合熱敏感材料。
精度高:垂直度偏差±0.1°~±0.3°,表麵粗糙度Ra≤3.2μm。
切割厚度有限:中厚板切割效率較低,成本較高。
操作要點:
根據鋼板厚度調整水壓和磨料流量。
控製噴嘴移動速度,避免過度衝蝕。
定期更換磨料,保持切割質量穩定。
適用場景:
熱敏感材料(如鈦合金、複合材料)切割。
需要保留材料性能的精 密加工(如醫療設備、藝術品)。
五、剪板機切割
原理:利用上下刀片對鋼板施加剪切力,沿直線切斷材料。
特點:
效率高:適合批量直線切割。
精度較低:切口邊緣存在毛刺,需後續處理。
厚度限製:一般適用於20mm以下中厚板。
操作要點:
根據鋼板厚度調整刀片間隙(通常為材料厚度的10%~15%)。
控製剪切速度,避免刀片過熱磨損。
使用夾具固定鋼板,防止移動導致切口偏斜。
適用場景:
簡單直線切割(如板材下料、框架結構)。
對精度要求不高的批量生產。